
Arc Calibration & Motor Calibration
1>. Arc Calibration
Atmospheric conditions such as temperature, humidity, and pressure are constantly changing, which creates variability in the arc temperature. This splicer is equipped with temperature and pressure sensors that are usedin a constant feedback monitoring control
system to regulate the arc power at a constant level. Changes in arc power due to electrode wear and glass adhesion cannot be corrected automatically. Also, the center position of arc discharge sometimes shifts to the left or right. In this case, the fiber splicing position has to be shifted in relation to the arc discharge center. It is necessary to performan arc power calibration to eliminate both of these issues.
• Arc calibration is performed automatically using [AUTO] mode only. So arc calibration does not have to be performed when splicing in this mode.
• Performing the [Arc Calibration] function changes the arc power “factor” value. The factor value is used in the algorithm program for all splicing. The arc power value will not change in the splice modes.
Arc Calibration Operation Procedure
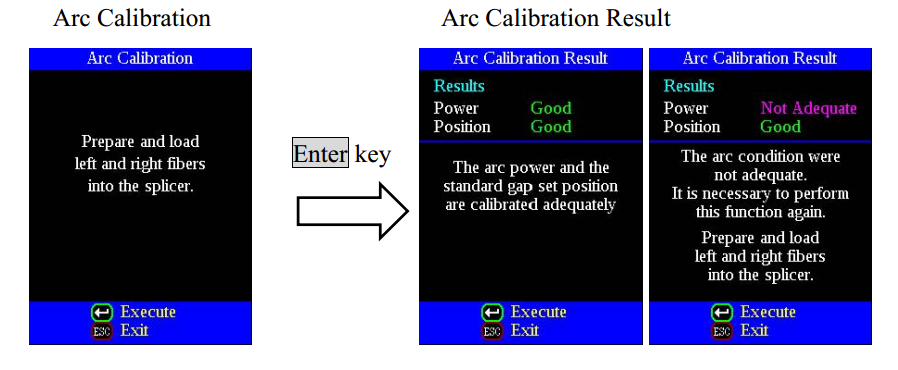
(1) Select [Arc Calibration] in [Maintenance Menu 2] to display Arc Calibration screen.
(2) Set prepared fibers in the splicer.
• Use standard SM or DS or MM fiber for arc calibration.
• Use well prepared fibers for arc calibration. Dust on the fiber surface affects arc calibration.
(3) The following is performed after pressing Enter key.
1. Calculating the Arc center, Arc discharge is performed without fibers in the view screen to detect the center of arc discharge and adjust the gap set position.
2. Cleaning arc discharge, The left and right fibers move forward.The splicer performs the cleaning arc discharge.
3. Gap setting, The left and right fibers further move forward and stop at the specified gap setting position.
4. Arc discharge, The splicer performs an arc discharge without stuffing the fibers together. The gap between the left and right fibers is melted back by the arc discharge.
5. Measurement result, After the arc discharge, the melt-back amounts of the left and right fibers are measured by image processing circuits in the splicer.
• Arc calibration is performed automatically using [AUTO] mode only. So arc calibration does not have to be performed when splicing in this mode.
• Performing the [Arc Calibration] function changes the arc power “factor” value. The factor value is used in the algorithm program for all splicing. The arc power value will not change in the splice modes.
• Use standard SM or DS or MM fiber for arc calibration.
• Use well prepared fibers for arc calibration. Dust on the fiber surface affects arc calibration.
• Cleave angle threshold does not link to the parameter “Cleave Limit” in splicing modes. Cleave angle threshold isindependently set for arc calibration. See page 84 [Splice Settings] to change cleave angle threshold.
“Good” message
Arc power and splicing position calibration are successfully completed. Press Escape key to exit.
“Not Adequate” message
Arc power and splicing position calibration are completed but further calibration is strongly recommended, as the change from the previous arc calibration is too large. Press Enter key to perform arc calibration, or Escape key to exit even though arc calibration is not completed.
2>. Fusion Splicer Motor Calibration
Motors were adjusted at the factory before shipping. However, settings could change due to various reasons. This function automatically calibrates the speed of all six motors. Operation Procedure
(1) Select the [Motor Calibration] in the [Maintenance Menu 2].
(2) Load prepared fibers in the splicer and press Enter key.
(3) Speeds for all motors are automatically calibrated. Upon completion, [Maintenance Menu 2] is displayed.
• When the motor reaches the limit of the operating range, the buzzer sounds and the motor stops. Press the opposite arrow key toreverse and move the motor again.
• Display messages can be erased by pressing Enter key. The message can be displayed by pressing Enter key again.
• If you finish this operation by pressing RESET key, the motor will return to the reset position. To finish the operation with the motor held in the adjusted position, press Escape key.
• If the motor is moved too much with respectto the spliced fiber, the fiber may break.
